In the previous part of this series, we learned how to drill austenitic stainless steels on a general level: which bits to use, speeds and feeds, ans so on. Armed with this information, you should be able to successfully complete most stainless drilling tasks.
However, stainless steel products come in different sizes, shapes and alloys. Although the general guidelines apply, the drilling difficulty and best practices will vary slightly with the thickness, alloy and possible work-hardening.
In this last part of the series, we will therefore take a closer look at most common application areas of stainless steel drilling from bolts to kitchen sinks. Case by case, I will comment on the alloys, drilling difficulty and specific techniques and points of concern in each application.
How to drill stainless steel bar?

Bar stock is one of the forms of stainless steel that is the simplest to handle and drill. Flat, square or round, the thicknesses commonly start at around 1/8”, and allow for high clamping and drilling forces without issues.
Most of the general-purpose stainless steel bar is composed of one of the austenitic AISI/SAE 303, 304(L) or 316(L) alloys (A1, A2 or A4 outside US). The bar may be delivered in hot-rolled, cold-rolled or drawn or annealed conditions, and may be partially work-hardened.
Stainless steel bar can in general be drilled along the guidelines in the previous part of this article series. However, the actual drilling resistance and the recommended technique vary somewhat with the delivery condition of the bar:
- Annealed or 1/8 hard bar can be drilled with a high feedrate as other annealed austenitic
- Rolled or drawn 1/4…½ hard bar may be slower to drill, but cuts similar to annealed stock. Getting under the work-hardened layer may be more difficult, and the cut may be short-chipping at first.
- Rolled or drawn 3/4 or full hard bar is slow to cut, and should preferably be drilled with carbide bits. The feedrate may be lowered as there is no work-hardened layer to cut under.
How to drill into a stainless steel bolt?

Drilling a hole into a stainless steel bolt may be necessary in a variety of situations. You may, for example:
- Drill out a stuck bolt to remove it from a hole
- Drill a center hole into a bolt to make it hollow
- Drill sideways through a regular hex or socket bolt head to turn the bolt into a capstan bolt
The vast majority of stainless steel bolts falls under two grades:
- Regular stainless, AISI/SAE 304 or “18-8” alloy, ISO grade “A2”
- Acid-proof steel, AISI/SAE 316L, ISO grade “A4”
Technique: Drilling these bolts is mostly similar to drilling other 304 or 316L stainless stock, with the exception that the steel in the bolts is likely to have work-hardened to some degree in the forming process. All of the general guidelines presented on the previous page for drilling stainless steel apply:
- Prefer cobalt-HSS or carbide drill bits over plain HSS bits
- Use the lowest possible RPM and a high feedrate
- Use oil or other cutting fluid
Drilling stainless bolts is best done using a drill press, which allows you to apply the high and steady axial force needed to achieve the desired high feedrate. A drill press also makes drill guiding easy, which is particularly important for drilling out or center-drilling long bolts.

High-strength stainless bolts: Although less common, stainless bolts are also available in higher-strength grades. The grades and markings are here less established, but some can still be mentioned:
- The metric grades A2-70 and A4-80 are austenitic, and have been cold worked from the standard 304 and 316L to a higher strength. They can be drilled as the base grades, but with some more difficulty.
- AISI/SAE 410 stainless bolts are martensitic and hardenable up to 200 ksi (1400 MPa). The drilling difficulty varies a lot depending on the degree of hardening.
- Proprietary high-strength grades are available from manufacturers like Bumax. They may be austenitic, ferritic, martensitic or a combination of these, and may have tensile strengths anywhere between 100 and 200 ksi (750…1500 MPa). The lower strength versions can be drilled just as the base grades, but drilling the highest strength grades may be difficult.
How to drill stainless steel exhaust?
Stainless exhaust pipes are made of AISI/SAE 409 grade or similar ferritic stainless steel alloy. These alloys are much easier to drill than the austenitic ones, and present no particular challenges in terms of tools or technique: you can drill them as you would drill the common mild steels.
All of the drill bits listed in the previous part of this series can be used in drilling stainless steel exhausts:
- Twist bit are good for small holes up to ½” in diameter. All common twist drill bit materials and coatings will work – HSS, HSS-Co, TiN, black oxide are all just fine, but higher-end bits will allow you to go faster.
- Hole saws are the best choice for holes larger than 1” in diameter. Prefer bi-metal hole saws that have HSS teeth to plain carbon steel models.
- Step drills are a versatile all-rounder for drilling exhaust pipes. A single step drill bit may allow you to drill holes from around 3/16” all the way up to 1-3/8”. Step drills are more prone to binding than hole saws, though, and should be use carefully to avoid kickback. Prefer black oxide or TiN coated HSS bits.
The drilling technique you use with the with the ferritic stainless exhaust is not quite as critical as with austenitic stainless: the cutting forces are lower and there is less work-hardening and less heat generated.
The main challenge is the low wall thickness, commonly .065”, which makes accidental denting of the wall while drilling a potential issue. The dent is larger than the finished hole and gives it the appearance of a bullet hole, which may not always be the look you want.
Fortunately, there is also no work-hardened layer to get through, so using lower force and feed is not an issue with ferritic stainless. The technique in a nutshell:
- Use relatively low speed. Although less important with the ferritic exhausts than with austenitic stainless, a low cutting speed will still save your bits by keeping the temperature down. Particularly important with plain HSS bits and teeth.
- Use only moderate force. Although a high axial push on the drill leads to more efficient cutting with stainless in general, such forces would dent the typical .065” exhaust pipe wall.
- With holes larger than 1/4”, start with a pilot drill. Starting the hole with a large twist bit takes a lot of force, and almost certain to dent the tube wall at the spot.
How to drill hardened stainless steel?
This article series has focused mostly on drilling stainless steel that is austenitic and in annealed or lightly hardened conditions. Drilling hardened stainless steel is subject to some additional concerns, which we will discuss next.
There are two methods for hardening stainless steels:
- Cold work
- Heat treatments
The difficulty of drilling hardened stainless steel depends on the the type of stainless and hardening in question. We will next treat the alloy groups each in turn: austenitic, ferritic and martensitic.
Austenitic
Most of the common stainless steels, such as the AISI/SAE 304 and 316L as well as other 100-, 200- and 300-series alloys, are austenitic. Austenitic stainless steels are not hardenable by heat treatments, but can be hardened through work-hardening, also known as cold work. The degree of work-hardening in stainless products is usually specified as a fraction: e.g. 1/4 hard, ½ hard or full hard.
The toughness of austenitic stainless steels makes drilling them difficult already in the annealed, unhardened condition, as discussed in the first part of this article series. Cold work makes austenitic stainless steels harder and still more difficult to drill than the same material in the annealed condition.
Fortunately for the machinist, cold work decreases the ductility austenitic stainless faster than it increases the strength. This means that while cold work makes the steel harder, it also makes it less tough. Thanks to this, drilling hardened austenitic stainless is not quite as hard as it would otherwise be: the cutting pressures and temperatures are not much higher than with the annealed material.
Technique: To drill work-hardened austenitic stainless steels up to full hard, proceed along the general guidelines for drilling stainless (previous article). In summary:
- Up to 3/4 hard: prefer cobalt-HSS or carbide drill bits over plain HSS bits
- Full hard: prefer carbide drill bits
- Use the lowest possible RPM and a high feedrate
- Use oil or other cutting fluid
You should note that the drilling will now proceed slower than with annealed stainless and you will not be able to reach similar feedrates and depths of cut. The main reason for this is that there is now no work-hardened layer under which you could cut – the entire piece is work-hardened.
Ferritic
Ferritic stainless steels such as the AISI/SAE 405, 409, 430, 439, 446 and a few others in the 400-series, are used in many low-load, aesthetic or high-temperature applications. Examples are car exhausts and trim, furnaces, heat exchangers and home appliances.
Similar to austenitic stainless, the ferritic alloys cannot be hardened by heat treatments, but can be hardened by cold work. However, the ferritic alloys are less ductile and tough than the austenitic ones, and will harden only to a lesser degree.
Technique: Thanks to the lower toughness, even work-hardened ferritic stainless is easier to drill than the austenitic 304 or 316L alloys. You can drill it as you would drill most low-alloy carbon steel:
- Use HSS, HSS-Co or carbide drill bits
- Use relatively low cutting speed and moderate feed
- Use of oil or other cutting fluid is recommended
Martensitic
The hardest stainless steels typically have a martensitic microstructure. Unlike austenitic or ferritic, martensitic stainless steels can be hardened by both heat treatment and cold work. Common alloys include AISI/SAE 410, 420, 440, and are used in applications requiring high strength or hardness, such as cutlery, cutting tools, turbine components, shafts and valves.
While martensitic stainless alloys can be hardened up to 59 HRC or almost 300 ksi (2000 MPa), their ductility is only a fraction of that of the austenitic stainless alloys. This makes drilling them easier than the strength alone would suggest – apart from the very hardest grades, hardened martensitic stainless is actually easier to drill than the austenitic grades.
Technique: Most hardened martensitic stainless steels can be drilled similar to alloy steel:
- Use HSS-Co or carbide drill bits
- Use relatively low cutting speed and moderate feed
- Use of oil or other cutting fluid is recommended
The hardest martensitic grades should be drilled with techniques similar to hardened carbon steel:
- Use carbide drill bits only
- Use lowest cutting speed and low feed
- Use of oil or other cutting fluid
How to drill stainless steel pipe or tube?
Stainless steel pipe and tube are usually austenitic AISI/SAE 304L or 316L alloy. You may want to drill these tubes for a number of reasons, such as
- to create a fastening point in structural applications
- make perforations for distributed delivery of air or water
- create an opening for a welded branch connection
- predrill a hole for threaded fittings and attachments.
Drilling stainless pipe or tube is similar to that of other common stainless stock, but the drilling difficulty varies a bit depending on the delivery condition of the tube or pipe.
Annealed tube and pipe has been heat-treated after forming to remove the hardening by cold work. These pipes and tubes are soft and just as easy to drill as other annealed SAE 304 and 316L stock. Most small-diameter stainless pipe and tube that is intended to be extensively bent and formed later on is delivered in annealed condition.
Stainless tube and pipe may also be delivered in partially work-hardened conditions. Typical specifications are “cold drawn” or “cold rolled”, sometimes appended by an indication of the degree of cold work such as “1/8 hard”. Most of these tubes can still be drilled as other common 304 or 316L stock, but the drilling is somewhat slower. Work-hardened pipe and tube is preferred in structural or high-pressure applications, where extensive forming is not necessary.
Technique: The general guidelines of the previous page apply also for drilling stainless tube and pipe. Centrally,
- Prefer HSS-Co or carbide drill bits to plain HSS bits
- Use the lowest possible RPM and a high feedrate
- Use oil or other cutting fluid
Although the cutting proceeds just as with other stainless steel, drilling stainless tubes and pipes faces some added challenges due to shape:
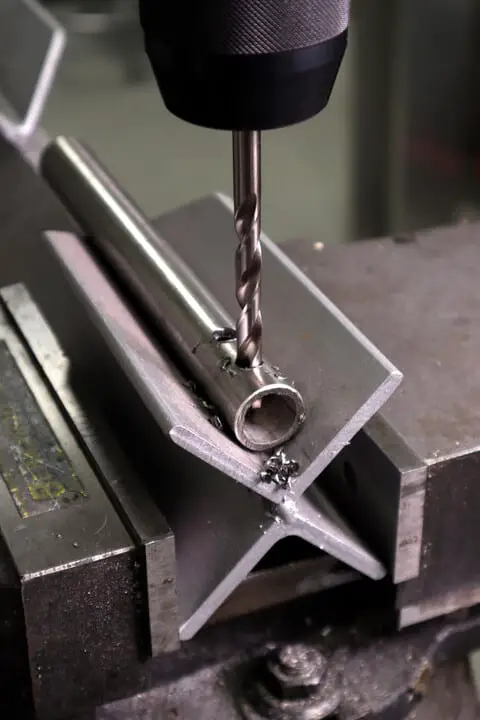
- The round shape makes workpiece holding challenging, as thin-walled pipes and tubes in particular may be difficult to grip securely without flattening the cross section. For best results, support the tube in a V-holder or in a vice with a pipe groove in the jaws.
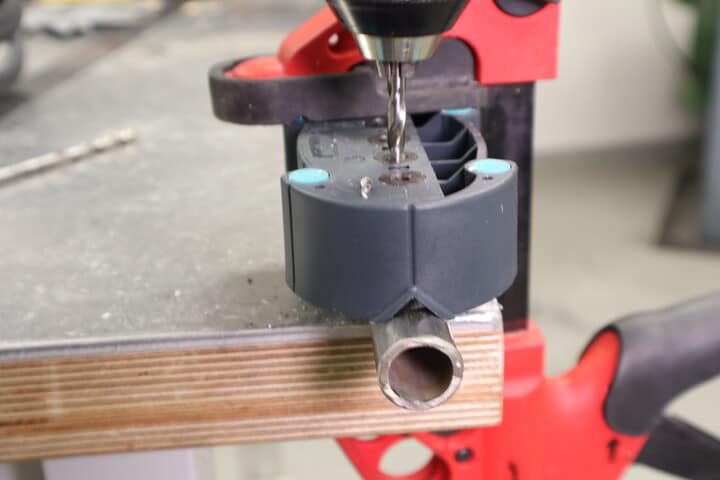
- Starting the hole may be trickier because of the bit trying to wander to the side on the convex face. On the drill press, start with a small pilot drill; when drilling handheld, use a drill guide with a pipe groove. Center punching is not recommended, as it unnecessarily hardens the material.
- Axial force on the drill bit may have to be limited with thin-walled and large diameter pipes to avoid denting the wall.
- Breaking through the upper wall may be sudden and risks snapping the drill bit in handheld drilling as the bit hits the lower wall. Use less force close when the bit is about to go through.
How to drill stainless steel sink?
Stainless steel sinks are commonly made of 16…23 gauge austenitic AISI/SAE 304 grade stainless sheet, and can be drilled using the same techniques as any other stainless steel sheet.
However, as most sinks have been produced by cold-drawing them to shape, some parts of the sink may have undergone considerable work-hardening. The drilling difficulty therefore varies depending on the spot.
Holes are drilled into sinks for faucets, pipes, soap dispensers and drainholes, among other rarer appliances. Some of these appliances require only a small hole, which you can drill with standard spiral drill bits; others, like faucets, need much larger holes.
We will go through three tool options for drilling sinks: standard spiral drills, a step drill bit, and a hole saw. Each tool has its hole diameter range, indicated in the table below.
| Tool | Hole size | Application |
|---|---|---|
| spiral drill | up to ½” | pipes |
| step drill | up to 1-3/8” | faucets, pipes, soap dispensers |
| hole saw | up to 5” | faucets, drain holes |
Option 1: Using standard spiral drills
You can drill small-diameter holes up to ½” into a stainless steel sink using standard spiral drill bits. While most sink appliances will need bigger holes, such small holes may suffice for some pipes and soap dispensers.
Technique: The general guidelines of the previous part apply. Centrally,
- Prefer HSS-Co or carbide drill bits to plain HSS bits
- Use the lowest possible RPM and a high feedrate
- Use oil or other cutting fluid
As with other thin stainless sheets, there are two challenging stages in drilling sinks with standard spiral bits: starting out and breaking through.
Starting: Starting a hole may be difficult with a large bit, especially if you are drilling into the highly cold-worked areas in the sink. If you are unable to get the hole started with the final bit size, you should use one or two smaller bits to make a pilot hole, and finish with the large bit.
Breaking through: Once started, the cut usually proceeds stably as with thicker stainless steel sections. However, the final breakthrough may often be abrupt and preceded by a sudden increase in torque. This is because as the bit starts tearing the final chips, the chip load increases and the cutting is partially shifted to the side cutting edges. Try to avoid binding at this stage, as this risks denting or even snapping the bit. Use the drill clutch to limit the maximum torque, and as the bit is about to break through, maintain a steady RPM and lower the push on the drill.
Option 2: Using a step drill bit
Step drill bits are a versatile and efficient choice for drilling stainless steel sinks. They allow you to make holes up to around 1 3/8” (35 mm) in diameter. Conveniently, this size is exactly the worldwide standard faucet hole size.
Stainless steel is relatively hard on the step drill bits, so you should check that the bit in question is rated for use with stainless steel. Titanium nitride (TiN) or black oxide coated models are preferred, as the coating helps to reduce friction, cutting temperature and tool wear. Use of oil or other cutting fluid is also highly recommended to keep the cutting temperature down.
Starting the hole with a stepped drill bit may be difficult. To help this, you may have to drill a small pilot hole using a HSS-Co or HSS spiral bit, and then continue with the step bit. Further, each step in the bit creates a small breakthrough event with a sudden increase in torque. To avoid jamming the drill, you should lower the pressure on the driver as a breakthrough approaches. Use of the drill clutch is also recommended to avoid kickback.
Option 3: Using a hole saw
In addition to proper drill bits, hole saws can also be used to drill stainless steel sinks. Hole saws have the widest size range of the three options, and allow you to make all holes for soap dispensers, faucets and even the largest drain holes.
Technique: Stainless steel is one of the toughest materials for the hole saw teeth, and requires some care to cut.
- Prefer bi-metal hole saws, which have high-speed steel teeth.
- Use as low an RPM as you can
- Press hard on the saw
- Use oil or other cutting fluid to reduce the temperature and increase tool life
- Use the drill clutch to avoid kickback in case of binding
As you are close to breaking through, it is recommended to lower the push on the tool to avoid hurting yourself as the drill gives away.