
Stainless steel is hard to drill because of its toughness and work-hardening (explanations here). Many homeowners and DIYers end up frustrated, the stainless hardly dented and the drill bit destroyed.
This article will tell you how to drill stainless right. In short, stainless steel is best drilled using a drill press, low RPM and high feed, cobalt-alloyed HSS or carbide bits and oil lubrication. Proper technique and a large drill press allow also plain HSS bits to be used, but handheld drilling should always use hardest bit material available.
Below we go through four pro tips for bits, speeds and feeds and lubrication. You will learn how drilling stainless is more about technique and less about the bit material, and possible even with plain HSS.
Tip 1: HSS-Co or Carbide
Use the best drill bits possible for stainless steel – prefer cobalt-alloyed high-speed steel (HSS-Co) or carbide.
Even with proper technique, drilling stainless produces high pressures and temperatures at the drill bit cutting edge. This puts the hot-hardness of the drill bit material to test.
Get the best bits you can – they’ll last the longest and forgive less-than-perfect drilling technique. Drill bit materials can be ranked by performance with stainless steel as follows:
- Carbide (Best)
- Cobalt-HSS (HSS-Co)
- TiN-coated HSS (bright gold)
- Black-oxide HSS
- Plain HSS (Worst)
The same ranking applies for twist drill bits, step drills and hole saws (with hole saws, the tooth material is what counts).
Note that even plain HSS drill bits can cut stainless! You just have to be extra careful with speed, feed and lubrication (Tips 2, 3 and 4).

Tip 2: Low speed
Drill stainless steel with a very low spindle speed (RPM).
Keeping the cutting speed low is important to limit the temperature at the cutting edge. Cutting stainless generates a lot of heat, which softens all drill bit materials and leads to quicker wear and dulling.
The proper drill RPM depends on bit size and is listed in the table below. (The speeds have been calculated from a cutting speed of 30 SFM as recommended by Machinery’s Handbook.) The speeds apply for HSS (HSS-Co) twist bits, step drills and hole saws – Carbide can go a bit faster.
| DRILL SPEED for STAINLESS STEEL Drill size -> max RPM [in] (mm) |
|---|
| 1/8” (3mm) -> 900 RPM (or lower) 1/4” (6mm) -> 450 RPM 3/8” (9mm) -> 300 RPM 1/2′‘ (13mm) -> 230 RPM 1” (25mm) -> 110 RPM 2” (50mm) -> 60 RPM (or lower) |
NB. Small drill presses rarely have the gears to run 1/4″ and larger bits slow enough for stainless steel (<500 RPM). If you need to run overspeed, get HSS-Co bits.
Tip 3: High feed
Put substantial axial pressure on the drill bit to reach a high feedrate of around .015″ (0.4 mm) per revolution.
Feedrate means how much the bit advances into the workpiece per revolution (inches/rev or mm/rev). Keeping the feedrate high allows the bit to cut under the work-hardened surface layer left by the preceding cutting edge. This lowers the cutting pressures and temperatures, helping your bit tremendously.
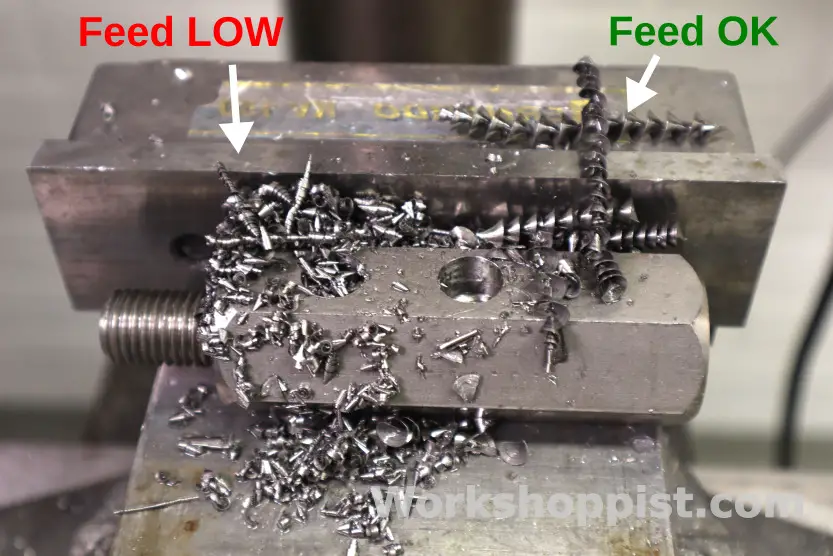
A high feedrate equals thick swarf – the .015″/rev feedrate (Machinery’s Handbook) translates to .008″ or 8 thou swarf. Check your feedrate by looking at the swarf (see photo below):
- Thick spiral swarf -> Feed OK
- Short chip, thin coil swarf -> Feed TOO LOW
Putting enough pressure on the bit by hand is very difficult – use a drill press with stainless steel whenever possible.
Tip 4: Lubricate
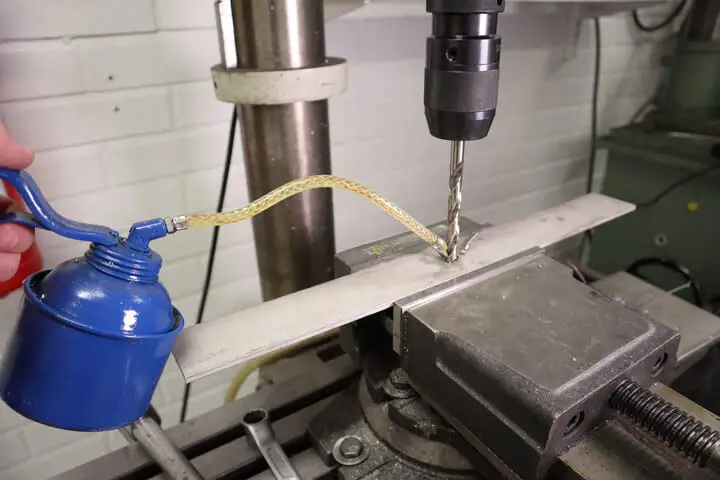
Use oil or cutting paste to lubricate the drill when cutting stainless steel.
A large part of the drilling heat is due to friction between the cutting edge and the cut material. Adding lubricant reduces heat generation and lowers the cutting edge temperature, which helps your drill bit stay hard and sharp. Lubrication also helps to avoid built-up edge (BUE), chip welding, poor surface finish and numerous other problems.
Special cutting oils and pastes are great, but regular engine oil and most vegetable oils work too.
The lubricant also serves as a cutting temperature indicator: if you see smoke, lower the RPM!